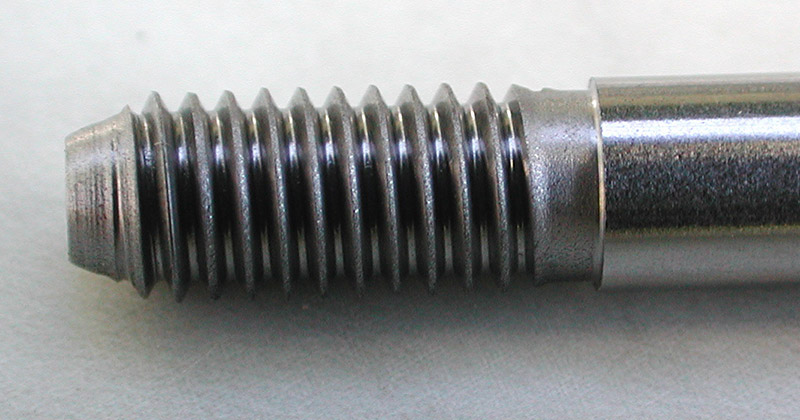
Thread rolling dies
Used on the bar turning automatics producing watch screws, spectacle screws, attachment screws, etc.
Available in adjustable or non adjustable types.

Used on the bar turning automatics producing watch screws, spectacle screws, attachment screws, etc.
Available in adjustable or non adjustable types.